
SLA 3d printing is a unique and amazing way to create beautiful 3d prints by using lasers to cure liquid resin. It is a little more involved than traditional printing and requires some more post-processing infrastructure. In this project we’re making an SLA finishing station and cabinet to store additional supplies.
1. Cut Cabinet Pieces
For this project, we are making a cabinet specifically made to wrap around our new SLA (Stereolithography Apparatus) printer from our friends at Matterhackers, the Moai 200 from Peopoly. We are using this machine to make some super-detailed prints for a collaborative project with Tested.com and Adam Savage to replicate the Apollo 11 Command Module hatch called Project Egress. This printer is very large, think minifridge sized. It isn’t practical to sit it on a table and the top surface isn’t large enough to be an adequate work surface. Our design will add a set of shelves beside the printer that will match its height and a tabletop that will span across the top of the two.

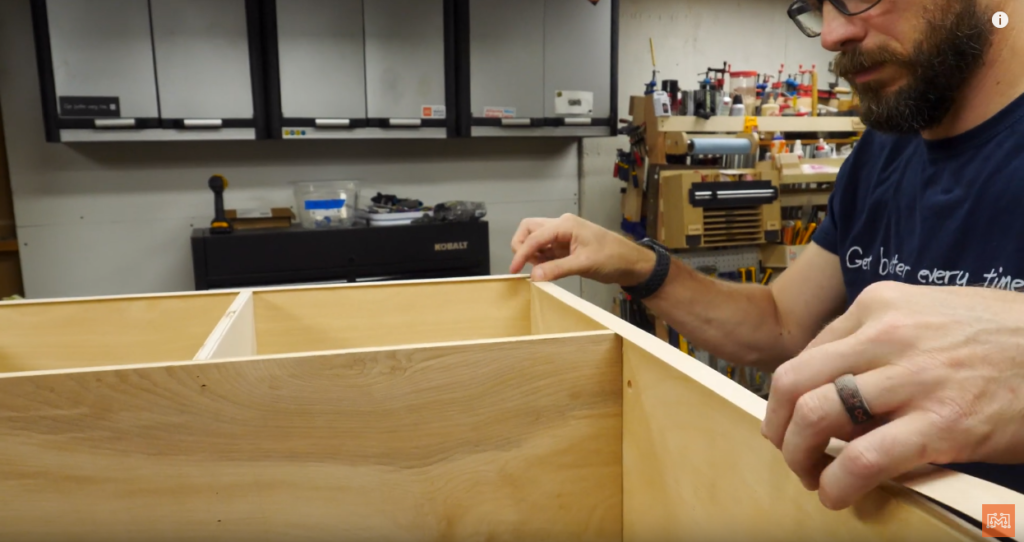
I cut the pieces out of 1/2″ plywood on the table saw and assembled the 3-shelf unit with glue and brad nails. The height was based on the size of the printer so it may not be the same in your instance. I also cut a door that will fit inside of the top cubby. This door will close off the light from the curing area we made in the next section. The table top was placed on top of the shelving unit and brad nailed from underneath. The whole unit was set in place overtop of the printer and it looked great!
2. Make an Alcohol Bath
SLA printing works by curing liquid resin inside the printer. Once the print is complete it is covered with uncured resin and the part itself isn’t yet fully cured. When the part is removed from the build plate, it needs to be rinsed with alcohol (we used denatured, but isopropyl works too) so that the extra liquid resin is removed. The build plate itself has to be cleaned of residual resin so that it is ready to use on the next print.

Because of the size of this large printer, the cleaning process requires a lot of alcohol. We needed a bath of sorts to clean the build plate and a rinse jar to clean the part. I got 2 plastic storage bins the same width as the build plate (so I didn’t have to use too much alcohol) and poked holes in one of them. The idea would be that I could lift the holed bin up out of the other and it would act as a colander leaving the solid pieces in the top and the alcohol in the bottom.

For the part cleaning, Josh found a plastic storage bin that is made for keeping vegetables fresh. It has a clear plastic outer bin and a perforated basket on the inside with a lid. With this basket, we can dunk the part in the alcohol, lightly brush it with a soft-bristle brush, and easily remove it to dry. Both of these containers will be covered and set on top of the cabinet surface as part of the finishing station. We covered the top of the cabinet with come contact paper so that the resin and alcohol wouldn’t reach the wooden surface, keeping it cleaner over time.

3. Set Up the Curing Cabinet
Once the part is dry from its alcohol bath, it still isn’t finished. The resin isn’t fully cured yet and to complete that process it needs to be exposed to ultraviolet light for 20-30 minutes. The top cubby in the shelving unit will act as a UV light box equipped with a small light-activated turntable. The turntable allows every side of the part to be hit with UV light to maximize even exposure.

Josh order a strand of UV LEDs with an adhesive backing; the set came with a power adapter and an on/off switch. I cut a scrap piece of wood, covered it with aluminum ducting tape, and stuck the LED strip to it. I had to double the lights over creating a zig-zag path to cover the whole wooden sheet. To make the rest of the reflective walls inside the cubby, I used some left-over mirror tiles that were 12″ x 12″. To save weight, the door was covered in the same reflective aluminum tape and attached to the shelving unit with some face-mounted hinges. Now, when the light-activated turntable is placed inside and the lights are turned on, the part can rotate around and bask in the curing glow of 360 degree UV light.

Amazing Print Quality
After 20-30 minutes, you can remove the part, snip off any remaining supports, and the part is complete. While this process is definitely more involved than traditional FDM printing, the resulting part is amazingly detailed. By using lasers to cured the resin, there are no visible layer lines. Besides having to sand down some of the little nubs where the support material was attached, there was no additional pre-painting or molding work that had to be done. SLA printers can make object that are super tiny, something that an FDM printer couldn’t do. We are very grateful to Matterhackers to sending us this printer and to the team at Tested.com for including us in Project Egress.
Furthermore, this SLA Finishing Station allows us to have a dedicated space to clean and prepare our prints in a clean and organized manner. SLA printing can be kinda sticky and messy so having a place to contain that process is really beneficial. If you liked this custom solution to a new piece of equipment, check out more of our work!

Tools List:
(purchasing via these affiliate links supports ILTMS)
Woodworking:
- SawStop cabinet saw
- Orbital Sander
- Pancake compressor/nail gun combo
- Shop Fox Hanging Air Filter
- 2HP Dust Collector
- 1 Micron bag
- Speed square
Finishes & adhesives I like:
3d Printing/CNC/Laser:
Electronics:
Other Stuff: